ZT27-45爆破孔钻塔与阿特拉斯.科普柯Pit Viper爆破孔钻机配套使用,爆破钻塔以Q460D低合金高强度钢为主材,为整体式结构,塔高27米,没有对接。爆破孔钻塔要满足低温条件下承受较大的冲击载荷和交变载荷的使用要求,钻塔的焊接质量和加工质量直接影响到钻机的整体寿命、施工安全和效率。如何满足这些要求,实现替代进口,是爆破钻塔设计和制作过程中需要重点解决的问题。

爆破作业现场
ZT27-45爆破孔钻塔整体分为钻塔底部井口部分、塔体部分、塔顶部分、链条加压部分、起塔机构部分。
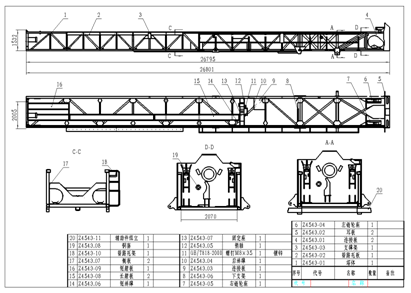
ZT27-45爆破孔钻塔设计总图
ZT27-45爆破孔钻塔技术参数
|
序号 |
参数名称 |
技术参数 |
备注 |
|
1 |
钻塔型号 |
ZT27-45 |
|
|
2 |
额定负荷 |
450kN |
钻塔承受最大轴压力 |
|
3 |
承受扭矩 |
13560N.m |
|
|
4 |
结构型式 |
前开口K型 |
|
|
5 |
有效高度 |
26800mm |
|
|
6 |
截面尺寸 |
□2309.8×1385 |
|
|
7 |
滑道开档 |
2005mm |
|
|
8 |
主干尺寸 |
152.4×101.6×8 |
Q460D |
|
9 |
横撑尺寸 |
101.6×101.6×10 |
Q460D |
|
10 |
斜撑尺寸 |
101.6×76.2×8 |
Q460D |
2.钻塔为液压起塔,可在一分钟之内完成钻塔起落,高效快捷。
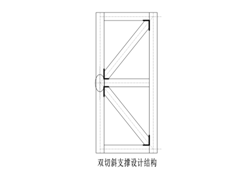
3.钻塔由矩形钢管焊接而成,由于采用双切花边设计,这种结构最大限度地限制了作用在钻塔内部结构应力,受力状态大大优化。
钻塔塔节设计结构分析
|
对比类似其他设计结构 |
本爆破孔钻塔设计结构 |
|
|
|
|
单切斜支撑设计结构 |
双切斜支撑设计结构 |
|
受力状态不佳 |
受力状态优化 |
焊接设备采用二氧化碳气体保护,二氧化碳气体保护焊具有焊接生产效率高、生产成本低、焊接变形小、油锈不敏感、焊缝含氢量低、产生气孔和出现冷裂纹倾向小、操作简单等优点。
焊接材料采用GFR-81K2/Φ1.2药芯焊丝;99.75%的二氧化碳保护气体;
按图纸要求气焊下料,将钢管对接处100mm范围内的水渍、油渍、铁锈等影响焊接质量的杂质清除干净;
1、在焊接平台架上进行定位焊;
2、焊前预热:用气焊将接缝两端80mm范围均匀加热到150~200℃,用红外线测温仪监测预热温度达到要求;
3、焊接工艺参数:①焊接电流210~230A;②电弧电压24~26V;③焊接速度12~20m/h;
4、焊后保温:进行150~200℃+两小时焊后加热后,包裹石棉布进行缓慢冷却。

焊前预热和焊后保温
ZT27-45爆破孔钻塔焊后检验
1、对焊缝余高进行修磨,为无损探伤做准备;
2、焊后24小时对焊缝进行UT超声波探伤,关键部位100%探伤,一般部位30%探伤,探伤按GB11345-2013标准达到BI级;进行RT射线探伤,关键部位100%探伤,一般部位30%探伤,探伤按GB3323-2005标准达到Ⅱ级;
ZT27-45爆破孔钻塔表面涂装
爆破孔钻塔底漆采用环氧富锌底漆,面漆采用聚氨酯面漆;保证涂漆平整、光滑,色泽均匀一致、结合牢固,保证没有起皮、脱落、流痕、涂漏等缺陷。
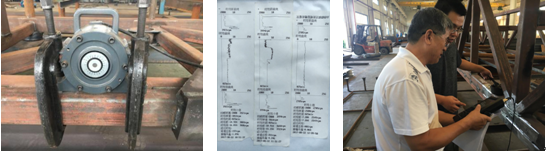
振动时效和焊后检验超声波探伤
ZT27-45爆破孔钻塔经用户使用,安装方便顺利,整体起放灵活可靠,在恶劣的易爆、腐蚀、潮湿、风沙的环境下有效运行,保持了良好的低温冲击性能和稳定的综合机械性能。爆破孔钻塔在同时承受最大轴压力和最大扭矩时,仍然安全可靠,工作正常,没有扭曲变形等异常现象。实践证明,爆破孔钻塔研制达到了设计和使用要求,完全可以替代原进口阿特拉斯产品。ZT27-45爆破孔钻塔施工环境恶劣和使用工矿复杂,需要在设计选材、对焊焊接、加工装配、涂装喷漆和质量检验上进行严格把关,ZT27-45爆破孔钻塔研制在这些方面进行了很多有益的探索。ZT27-45爆破孔钻塔研制在低合金高强度钢大件焊接方面取得了宝贵经验,在今后类似特殊需要的结构件设计制造时可以进一步进行推广应用。




地址:河北省石家庄市槐安西路555号
电话:0311-66723100 66723200
传真:0311-66723277 邮编:050227

 微信公众号 官方网站
微信公众号 官方网站